Сварочный полуавтомат Пионер-5000 и ПДГО-518 НАКС

НАЗНАЧЕНИЕ
Полуавтомат ПДГО-518 в комплекте с источником Пионер-5000 (инвертор) предназначен для полуавтоматической сварки стальной и порошковой проволокой в среде защитных газов. Полуавтомат предназначен для управления системой подачи сварочной проволоки и сварочным источником по заданному алгоритму (циклу).
ОСНОВНЫЕ ОСОБЕННОСТИ
| • Новый дизайн. • Инверторная технология • Программное управление. • Двухскоростной подающий механизм. • Цифровой канал связи с источником. • Наличие преобразователя аналогового сигнала в цифровой, для уменьшения количества проводов в кабеле управлении между подающим механизмом и источником. • Снижение количества проводов в кабеле управления с 7-ми шт. до 4-х шт. • Новые износоустойчивые рабочие детали в подающем механизме. • Возможность установки на турель. • Защитные дуги корпуса подающего механизма. Повышенная защита корпуса от ударов и падений. |
Программное управление. Цифровой канал связи с источником:
 |
1. Программное управление сварочным процессом, с возможностью записи и выбора программы для сварки. Запись и хранение до десяти различных сварочных программ. 2. Цифровой канал связи со сварочным источником. Наличие преобразователя аналогового сигнала в цифровой, для уменьшения количества проводов в кабеле управлении между подающим механизмом и источником. |
Преобразователь аналогового сигнала обеспечивает:
| • Cнижение количества проводов в кабеле управления с 7-ми шт. до 4 шт. • Защиту от коротких замыканий в кабеле. • Защиту от электростатических разрядов. • Защиту от возможных перенапряжений в кабеле. |
Преобразователь аналогового сигнала (ПАС) состоит из блока передатчика и блока приемника, соединенных между собой 4-х жильным кабелем управления. Блок-передатчик устанавливается на подающем механизме, а блок- приемник устанавливается на источнике. Приемник и передатчик находится в металлическом корпусе с разъемами, через которые подключаются подающий механизм и источник. |  |
ПОЛУАВТОМАТ ПДГО-518:
Основные преимущества ПДГО-518:
Управление:
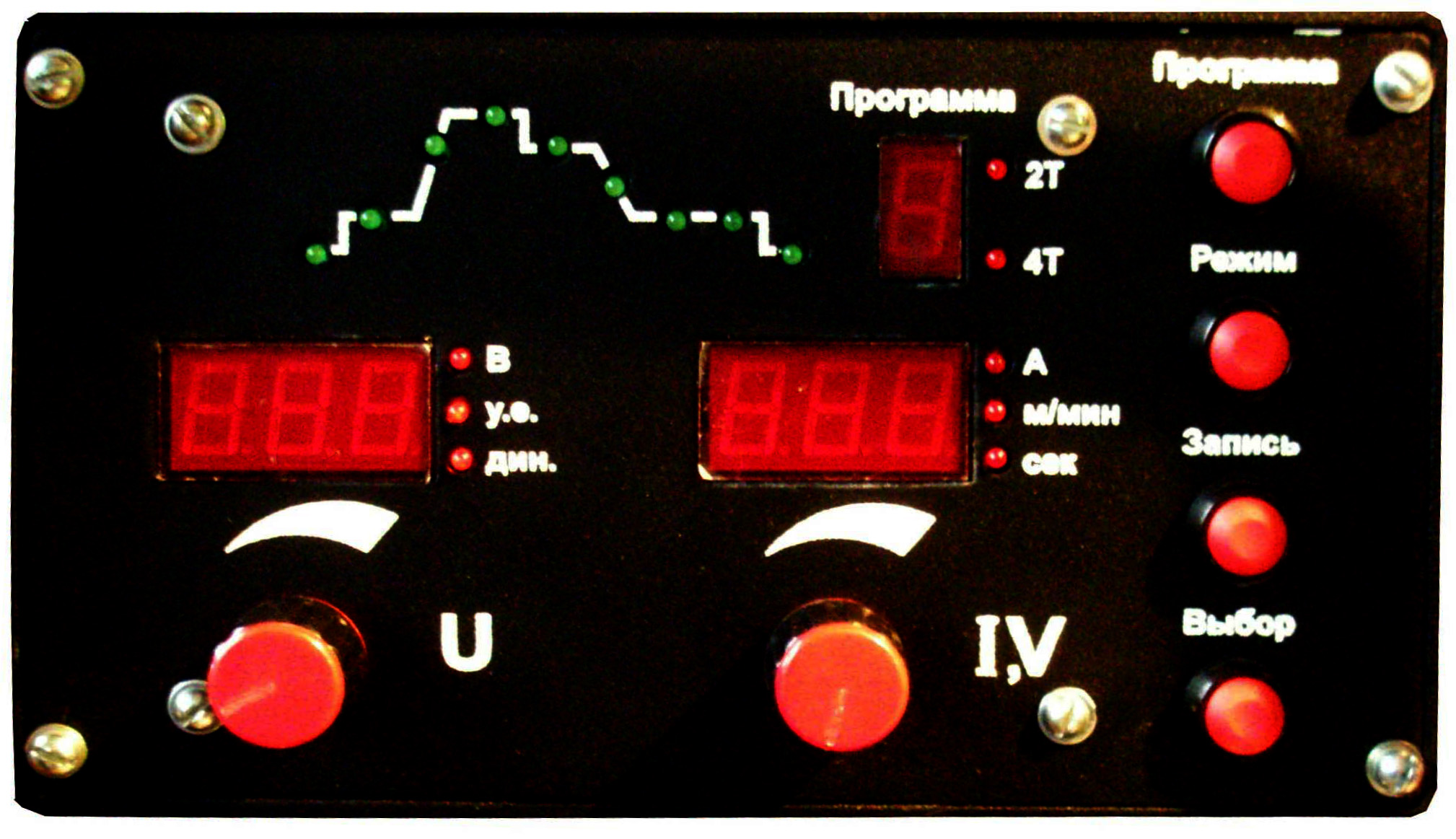
| 1. Программное управление сварочным процессом, с возможностью записи и выбора программы для сварки. Запись и хранение до десяти различных сварочных программ. 2. Аналоговое и цифровое управление через внешний или встроенный преобразователь аналогового сигнала. 3. Цифровая индикация сварочного тока и напряжения. 4. Наличие дистанционного переключения индуктивности источника. 5. Предварительная установка сварочного тока и скорости подачи проволоки. 6. Плавная регулировка выходного напряжения сварочного источника и скорости подачи электродной проволоки с подающего механизма. 7. Обеспечивает стабилизацию скорости подачи сварочной проволоки, что позволяет производить качественную сварку на расстоянии до 30 метров от сварочного источника. 8. Стабилизация сварочного тока и сварочного напряжения. |
9. Стабилизация скорости подачи сварочной проволоки по оптическому тахогенератору, установленному на двигателе механизма подачи проволоки. 10. Стабильная скорость подачи сварочной проволоки при длине шлейфа горелки 3…5 м и изгибах шлейфа. 11. Автоматическое управление газовым трактом, сварочным источником и подающим механизмом посредством кнопки на горелке. 12. Два режима сварки: «Длинные швы» (4-х тактный режим) и «короткие швы» (2-х тактный режим) . 13. Наличие регулируемых режимов «Мягкий старт», «Время растяжки дуги», «Продувка газа до и после сварки». 14. Наличие режимов заправки проволоки и проверки подачи газа. 15. Защита платы управления от перегрузки. |
Механизм подачи:
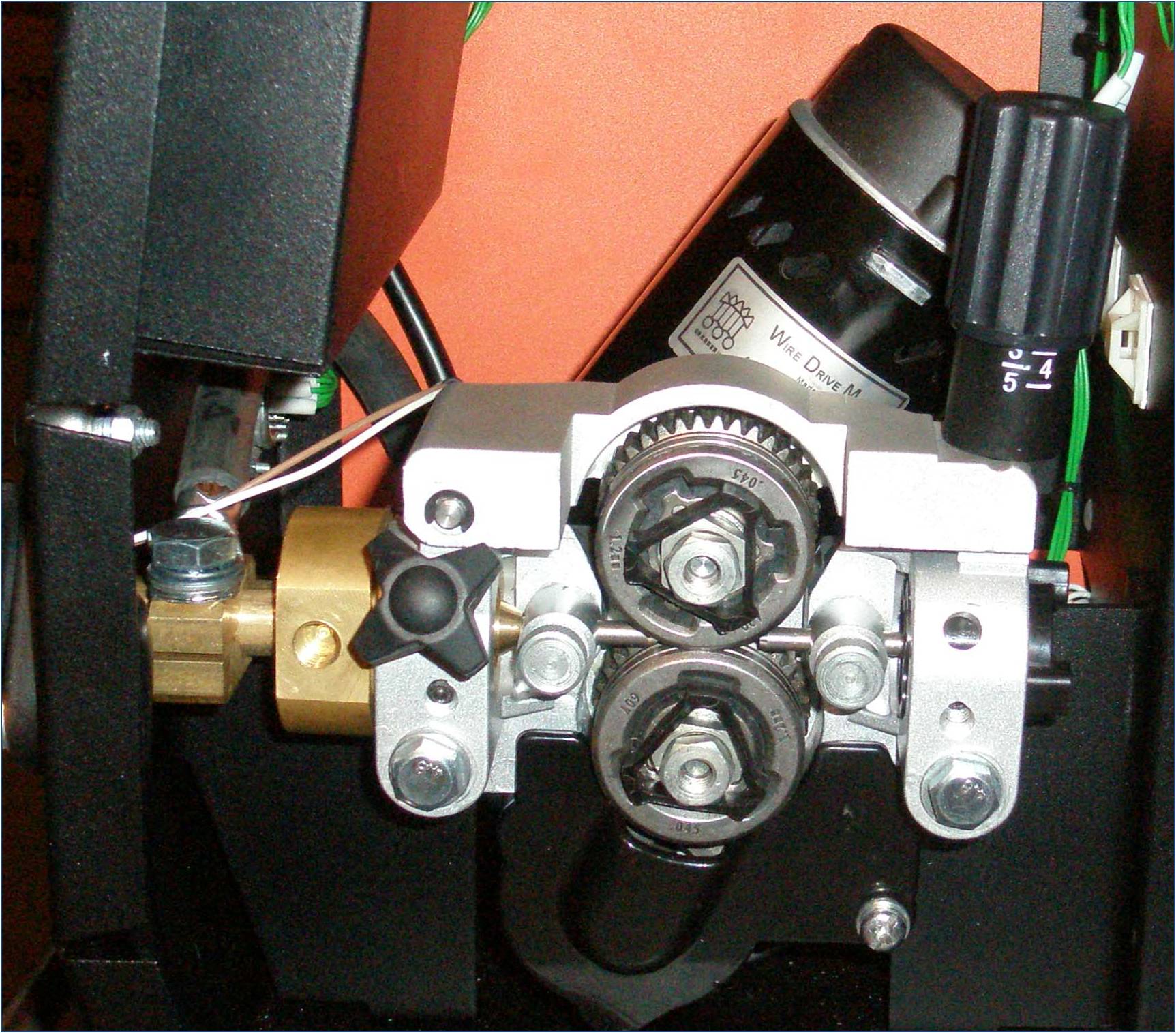
| 1. Четырехроликовый мощный подающий механизм проволоки. Применение 4-х роликового механизма подачи, обеспечивает повышенное тяговое усилие и возможность работы с горелками длиной до 5м. 2. Двухскоростной механизм подачи проволоки для изменения коэффициента редукции механизма подачи (по дополнительному заказу) |
3. Таррирование усилие прижимного устройства. 4. Новый износоустойчивый материал шестерни в подающем механизме. 5. Установлены закрытые подшипники качения вместо подшипников скольжения. |
Конструкция полуавтомата:
| 1. Защитные дуги корпуса полуавтомата. Повышенная защита корпуса и панели управления от ударов и падений. 2. Прямое расположение евроразъема на корпусе подающего механизма, что обусловливает уменьшение нагрузки на подающий механизм и увеличение ресурса надежности и работоспособности горелки. 3. Универсальное тормозное устройство, соответствует европейскому стандарту. Обеспечивает установку кассеты D-300 (диаметром 300мм с проволокой весом 15 кг.), а так же D-200 (диаметром 200мм с проволокой весом 5 кг.) |
4. Комплектуется адаптером для установки каркасных сварочных кассет с внутренним диаметром 180 мм. 5. Наличие крепления на турель. 6. Наличие приспособления на корпусе подающего механизма для крепления горелки в нерабочем состоянии. |
Функциональные возможности ПДГО-518:
| • Плавная регулировка скорости подачи сварочной проволоки (сварочного тока); • Плавная регулировка сварочного напряжения; • Плавная регулировка предварительной продувки газового тракта; • Плавная регулировки продувки газового тракта в конце сварки ("защита сварочной ванны") ; • Плавная регулировка начальной скорости подачи сварочной проволоки ("мягкий старт") ; • Плавная регулировка начального напряжения сварки ("мягкий старт") ; |
• Плавная регулировка времени выхода сварочного тока и напряжения на заданный режим ("плавное нарастание тока"); • Плавная регулировка скорости подачи сварочной проволоки в конце сварки ("заварка кратера"); • Плавная регулировка сварочного напряжения в конце сварки ("заварка кратера"); • Плавная регулировка времени заварки кратера; • Плавная регулировка режима "форсаж"; • Принудительного включения газового тракта ("продувка газа"); |
Технические характеристики:
| Напряжение питающей сети, В, (f=50Гц) | 42 |
| Номинальный сварочный ток, А | 500 * |
| Количество роликов, шт. | 4 |
| Диаметр электродной проволоки, мм | Стальная 1,0-1,6 Порошковая 1,2-2,0 |
| Скорость подачи электродной проволоки, м\ч | --- |
| Пределы регулирования времени предварительной продувки газа, сек, (только в режиме "Длинные швы") | --- |
| Пределы регулирования времени продувки газа после сварки (защита сварочной ванны), сек, (только в режиме "Длинные швы") | --- |
| Пределы регулирования времени задержки отключения выпрямителя (вылет проволоки), сек | --- |
| Пределы регулирования времени нарастания скорости подачи электродной проволоки от минимального до установленного значения (мягкий старт), сек | --- |
| Тип разъема сварочной горелки | евроразъем |
| Вместимость сварочной кассеты, кг | --- |
| Масса, кг | --- |
| Габариты, мм, | --- |
| * Номинальный сварочный ток определяется сварочным выпрямителем, совместно с которым работает полуавтомат. В таблице в качестве сварочного выпрямителя для полуавтомата приведены данные выпрямителя ВДУ-508. | |
Базовая комплектация ПДГО-518:
Цифровая индикация сварочного тока и напряжения, защитные дуги, односкоростной подающий механизм (4 ролика), под горелку с евроразъемом, исполнение под горелку с воздушным охлаждением, наличие крепления для установки на турель, комплект кабелей длиной 3 метра, немецкая горелка фирмы BINZEL, адаптер под каркасные кассеты.
| Опции к ПДГО-518 за дополнительную оплату: 1) Установка двухскоростного механизма подачи проволоки; 2) Установка на колеса подающего механизма ПДГО-518; 3) Установка коммуникаций для подключения горелки с жидкостным охлаждением с датчиком протока воды и без него; 4) Установка газового клапана с увеличенным диаметром прохода 4мм; 5) Установка защитного пластикового кожуха для защиты кассеты от грязи, пыли; 6) Тележка для установки ПДГО-518 на поворотной турели, источника ВДУ-508, блока охлаждения, газовых баллонов; |
 |
УНИВЕРСАЛЬНЫЙ ИНВЕРТОРНЫЙ СВАРОЧНЫЙ ИСТОЧНИК ПИТАНИЯ ПИОНЕР-5000
Универсальный инверторный сварочный источник питания Пионер-5000 предназначен для механизированной сварки в защитных газах на постоянном токе сталей сплошными и порошковыми проволоками диаметром 0,8-1,6 мм, ручной дуговой и аргонодуговой сварки.
ОСНОВНЫЕ ОСОБЕННОСТИ • Инверторный источник питания Пионер-5000 схемотехнически является инвертором с применением IGBT-модулей. Имеет семейство вольт-амперных характеристик для реализации всех видов сварки. Предназначен для работы от электрической сети напряжением 380В. • Особенностью конструкции инверторов Пионер-5000 является «мягкое» переключение IGBT-модулей в момент прохождения тока через 0. Это снижает нагрузку на транзисторы и также повышает надежность источника. • Другой особенностью конструкции инверторов Пионер-5000 является применение нанокристаллического магнитопровода высокочастотного трансформатора. Использование такого высокочастотного трансформатора позволяет упростить электрическую схему инвертора в части формирования необходимой для качественной сварки фронтов нарастания и спада сварочного тока. Климатическое исполнение инверторов Пионер-5000 – У3 (+40…-40 градусов). • Технологической особенностью инверторов Пионер-5000 является работа в широком диапазоне напряжений на дуге при механизированной сварке в защитных газах (16-39 В) и токах дуги (от 50 А). Это позволяет выполнять сварку корневых (с формированием обратного валика на весу), заполняющих и облицовочных слоев шва. • Технологической особенностью инверторов Пионер-5000 является возможность использования для механизированной сварки любых проволок – сплошного сечения, металлопорошковых и порошковых, включая самозащитные. • Инверторы Пионер-5000 являются адаптивными, т.е. саморегулирующимися в широком диапазоне режимных параметров. Таким образом, снижаются требования к квалификации сварщиков, работающих на инверторах этой серии. • На инверторе Пионер-5000 имеется ручка регулировки индуктивности сварочной цепи на 10 положений, которая предназначена для компенсации индуктивного сопротивления сварочного кабеля и стабильной работы инвертора в широком диапазоне токов. |
 |
| • Инвертор Пионер-5000 имеет режим предустановки сварочного тока и напряжения. Для перехода в режим предустановки, на лицевой панели имеется кнопка «предустановка». При механизированной сварке на индикаторе сварочного напряжения индицируется величина предустанавливаемого напряжения, в режиме ручной дуговой сварки (РД) и ручной аргонодуговой сварки (РАД) предустанавливается величина сварочного тока. При сварке во всех режимах индицируется величина текущих значений тока и напряжения. При завершении сварки, индикатор тока и напаряжения показывает ток и напряжение сварки. • Инвертор Пионер-5000 имеет встроенный блок снижения напряжения при ручной дуговой сварке. |
Технические характеристики:
| Наименование параметра | Единицы измерения | Режимы сварки | ||
| MMA | TIG | MIG/MAG | ||
| Номинальное напряжение питающей сети | В | 380 (+5 -10%) | ||
| Частота питающей сети | Гц | 50 | ||
| Номинальный сварочный ток при ПН=60% | А | 500 | ||
| Напряжение холостого хода | В | 80 | ||
| Наименьший сварочный ток | А | 50 | 20 | 50 |
| Наибольший сварочный ток, не менее | A | 500 | ||
| Пределы регулирования напряжения на дуге | B | 22-40 | 12-30 | 16-39 |
| Рабочая частота | кГц | 50 | ||
| КПД, не менее | % | 93 | ||
| Потребляемая мощность при номинальном токе, не более | кВт | 25 | 20 | 25 |
| Габаритные размеры (Д х Ш х В) | мм | 660 х 300 х 565 | ||
| Масса | кг | 56 | ||